

Startseite » Mayer Laser & Sheet Metal Technology » Competencies » Bending
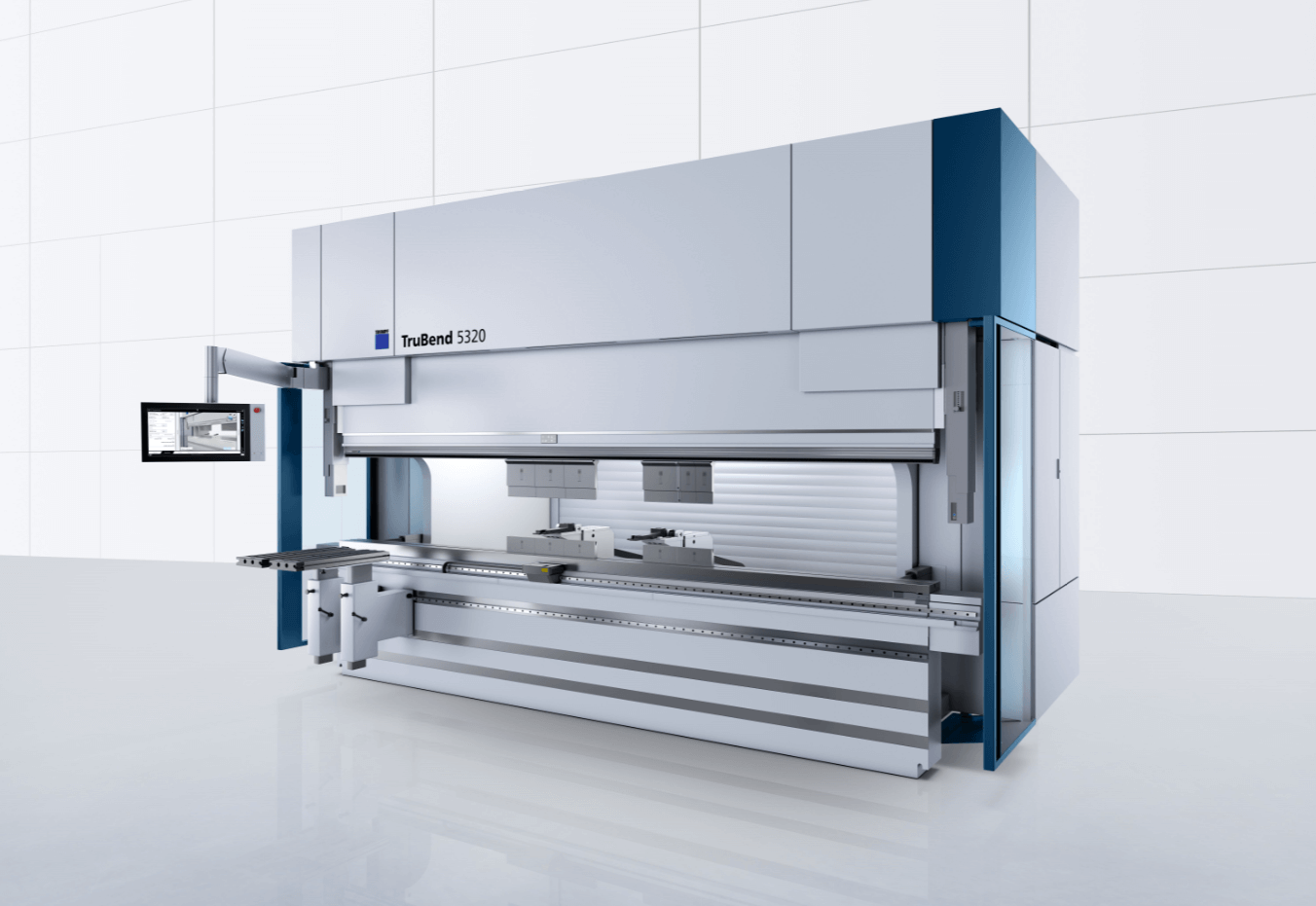
In addition to laser cutting, bending is one of our core competencies. Our current machinery includes four CNC press brakes with a maximum bending length of 4,420 mm and a press force of 3,200 kN. Whether single or series bending, bending difficult shapes, tight radii or small leg lengths, we offer fast cycle times and consistently high quality. The trained and experienced technical staff works in 3-shift operation and enables short delivery times as well as uncompromisingly high angular accuracy.
Manufacturer
Power
Range
1 x
Press brake
Trumpf TruBend 5320
3,200 kN
max. edge length: 4,420 mm
1 x
Press brake
Trumpf TruBend 5230
2,300 kN
max. edge length: 3,230 mm
1 x
Press brake
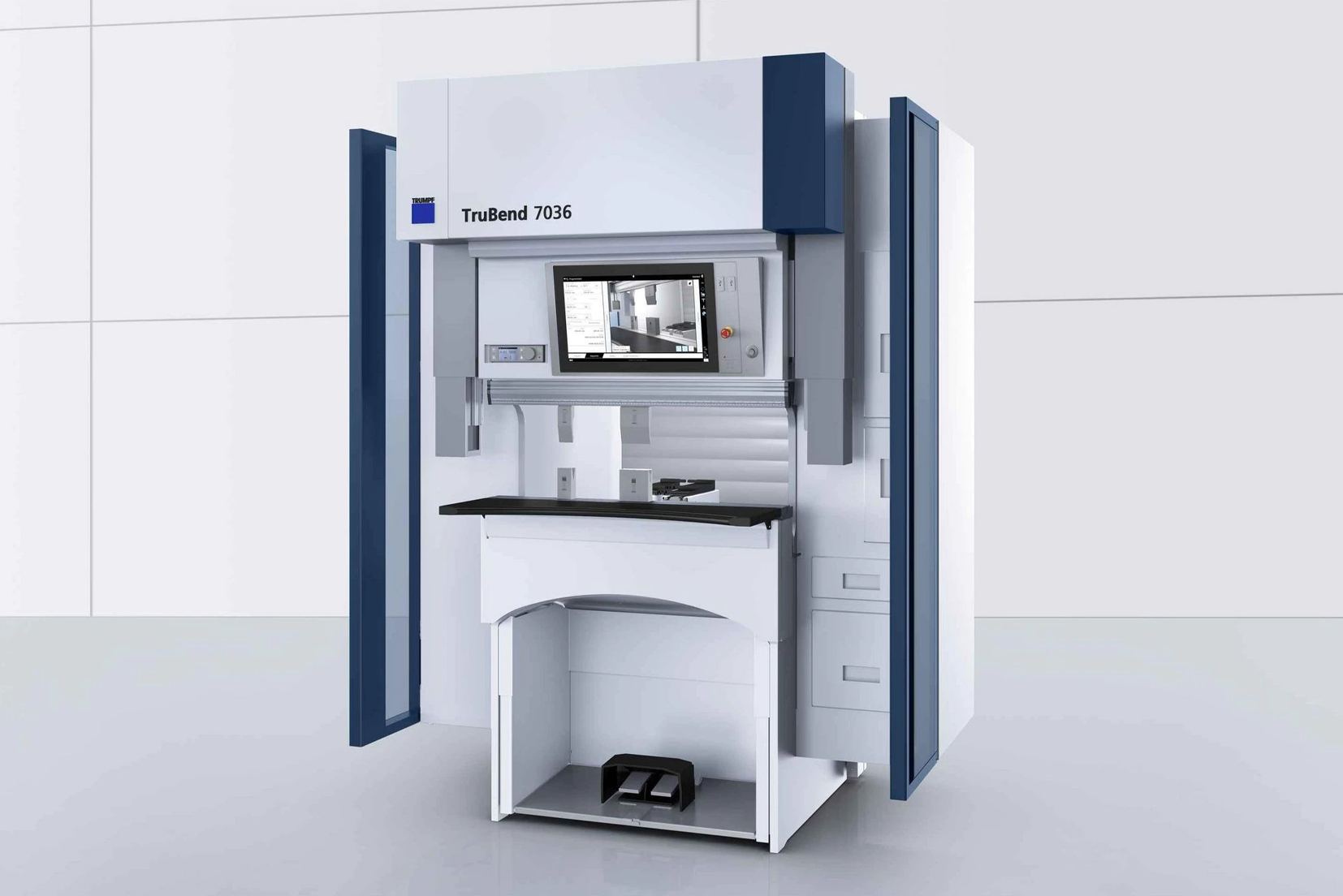
Trumpf TruBend 7036
360 kN
max. edge length: 1,020 mm
Manufacturer
Power
Range
1 x
Press brake
Trumpf TruBend 5320
3,200 kN
max. edge length: 4,420 mm
1 x
Press brake
Trumpf TruBend 5230
2,300 kN
max. edge length: 3,230 mm
1 x
Press brake
Trumpf TruBend 7036
360 kN
max. edge length: 1,020 mm
1 x Press brake
Trumpf TruBend 5230
Power:
3,200 kN
max. edge length: 4,420 mm
1 x Press brake
Trumpf TruBend 5230
Power:
2,300 kN
max. edge length: 3,230 mm
1 x Press brake
Trumpf TruBend 7036
Power:
360 kN
max. edge length:
1,020 mm
Bending is one of the non-cutting sheet metal forming processes and is often also referred to as edging or bending. In this process, a sheet metal plate is formed with the help of a press brake and by applying mechanical force. A press brake has an upper tool (punch) that is pressed into a lower tool (die). By lowering the punch, the intervening sheet metal is bent into the desired shape. To make the bending process as efficient as possible, the sheet to be bent is placed against a stop. Bending processes can be simulated with the aid of the CNC control, allowing the optimum plunge depths to be planned even without trial bends. In addition to angles, radii can also be bent on a modern press brake.
Do you have questions about our services or need assistance? We are happy to support you personally.
Projekt ID: GINOP-1.2.16-22-2023-03811
Beneficiary’s name: “Mayer Ipari és Kereskedelmi” Betéti Társaság
Project aim: “Mayer Ipari és Kereskedelmi” Betéti Társaság technological development
Total eligible cost: 379 175 200 Ft
Subsidy amount: 170 628 840 Ft
Subsidy rate: 70%
Project description:
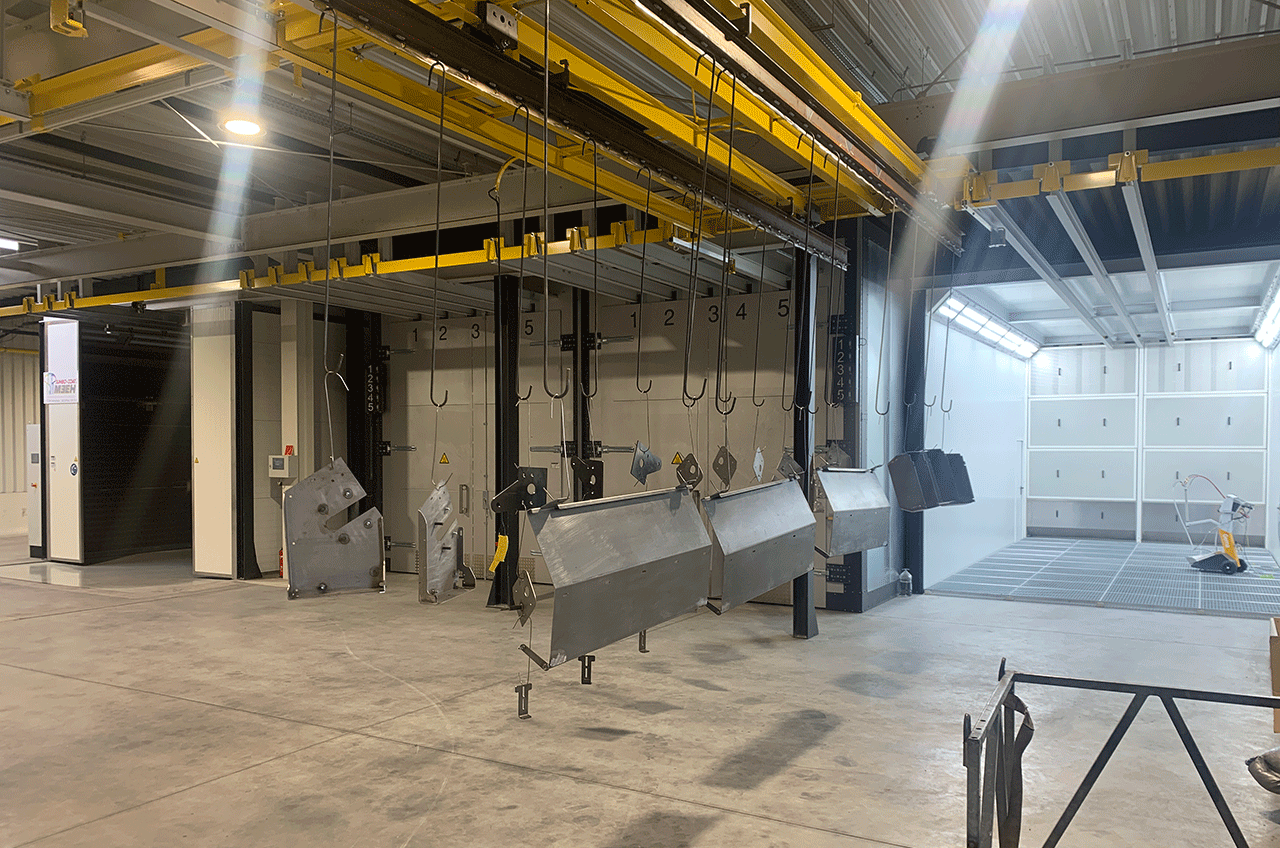
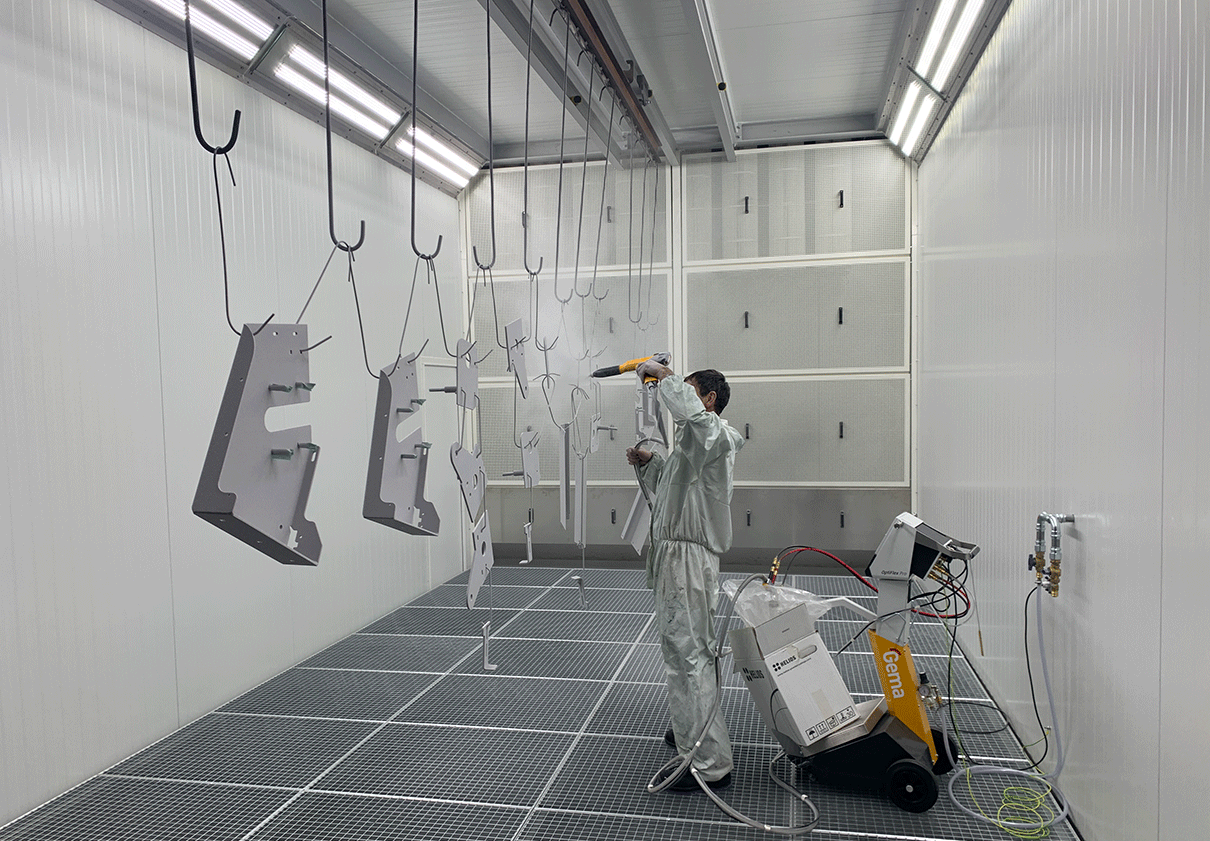
The aim of the project was to replace our existing painting plant with modern technology capable of handling our increased orders. The aim is to increase efficiency by replacing our existing obsolete technology with a powder coating system. Professional customer service and high quality will allow us to expand with new partners in addition to our increased order book.
A few months ago, a new laser cutting machine was purchased that can cut up to 4 m, however our bending machines can only bend up to 3 m, so an edge bender needs to be bought. On the other hand, the machine is state-of-the-art technology, and we have asked for options that make the operators’ work much easier (parts do not have to be lifted by workers, the machine helps them do so), thus increasing productivity.
Prior to installing the powder spraying and edge bending equipment, we would like to modify our existing hall, as the installation of this equipment requires an optimisation of the layout of the building. The budget for the conversion, which entails a change of function, has been drawn up in a realistic and economical way, in line with market prices. Following the conversion, the new equipment will be housed in our current stocks of finished goods and finished products. The unification of two halls will be one of the tasks of the transformation. A partition wall between the halls will be demolished and a support column will be relocated. The concrete under the washing cabin must be dismantled and replaced as specified by the installer. Also new foundations for the two new support columns as well as beams will be installed, and possibly a new one for the metal structure of the equipment.
We believe that the transition to renewable energy is a common goal, so we aim to use the planned heat pump to produce thermal energy. With the installation of a heat pump, our energy efficiency will be increased and carbon emission will be reduced.
Our parent company is based in Germany, communication is mostly in German, therefore we would like 2 employees to be enrolled in a German online training course at level B1 at Katedra language school.
By using leadership and management consultancy/development, we want to achieve a review of our organisational structure and suggestions for optimising our workflow. After completing the programme, feedback will be given on areas for improvement and an individual development plan by Agora Institute. Our goal is to increase operational efficiency, gain market share, increase our customer base and generate higher revenues.
The planned acquisition of equipment, building renovation, heat pump installation and the use of training and consultancy services will have a positive impact on cash flow, profitability, and stability of the company. With higher revenues, a minimal change in the level of existing fixed costs will result in improved profitability.
Project completion: June 19, 2023
Project ID: GINOP-4.1.4-19-2019-00332
Beneficiary’s name: “Mayer Ipari és Kereskedelmi” Betéti Társaság
Subsidy amount: 37 354 879 HUF
Subsidy rate: 55 %
Project description:
As part of SolaA development, a solar system will be installed on the building of production of the Kisfalud headquarters of the company. The implementation of the investment is carried out during the period of 1/5/2020 and 30/4/2022.
A solar system with a capacity of 251,6 KWP will be installed in the course of the project. The system consists of 3 inverters type Huawei SUN2000-50KTL, 1 inverter type Huawei SUN2000-60KTL and 553 pieces of monocrystalline solar cell modules type Longi 455. Aerofix support system will ensure fixing of the solar panels on the flat roof. The system also includes properly sized Ac and DC control cabinets, solar cabling, and solar connectors.
Project completion: 09 December 2021
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}